
There are two main types of electrical discharge machining (EDM), wire cut and sinker. Each has its benefits and its drawbacks. Often, it is challenging to decide which process is best for a given application. This article will explore the key differences between wire cut EDM and sinker EDM.

What is Wire Cut Electric Discharge Machining (WEDM)?
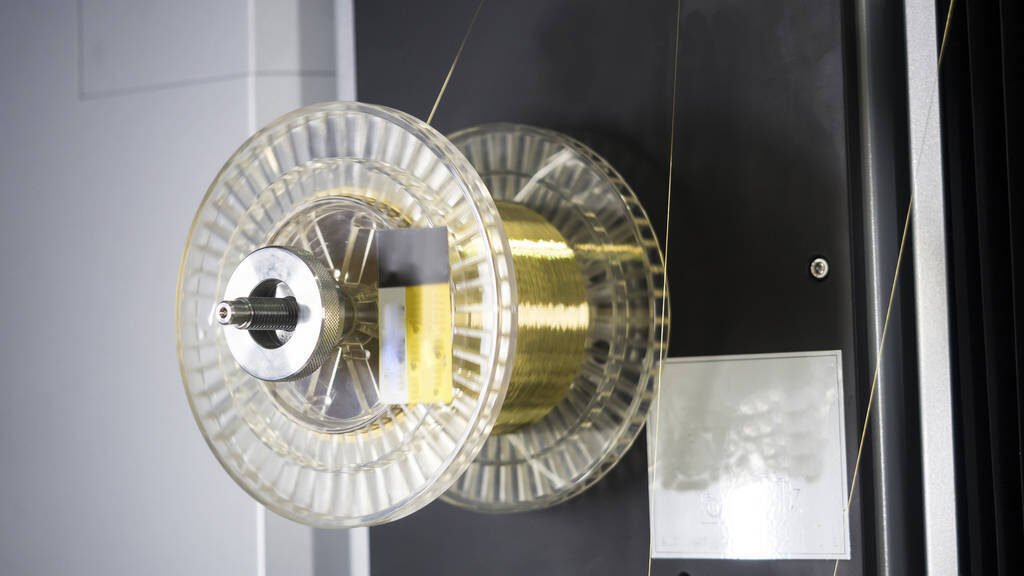
Wire cut electrical discharge machining (WEDM) uses a thin wire as the electrode. The wire is continuously fed to the workpiece, and a discharge occurs between the wire and the workpiece. This type of EDM is often used for die sinking, engraving and sculpting.

WEDM and Sinker EDM Compared
There are several critical differences between wire cut EDM and sinker EDM. The most significant difference of which is that WEDM uses a thin wire, while sinker EDM uses a solid copper or brass electrode. This means that WEDM can machine delicate or intricate shapes that would be too difficult or impossible to engineer using sinker EDM.
Wire cut EDM features and applications:
High Accuracy
WEDM is capable of high levels of accuracy and precision because the wire is in constant contact with the workpiece, ensuring a consistent cutting edge. The wire is easily manipulated to give the desired shape.
Fine Details
WEDM is well suited for die sinking, sculpting and other applications requiring fine details and/or intricate shapes. WEDM gives excellent dimensional stability and repeatability since the wire moves with a constant feed rate through the part. This allows WEDM to produce with high accuracy and precision.
WEDM Can Cut Die
WEDM can cut die in various materials, including steel, brass, aluminum and copper. The thin wire electrode can quickly and easily remove material from the die, allowing for rapid prototyping and manufacturing.
Non-Destructive Cutting
WEDM does not damage the surface of the workpiece and leaves a clean finish. This makes it ideal for applications where high precision and a flawless surface finish are essential.
Low Cost
Since WEDM does not use consumable electrodes, it is a relatively low-cost machining process.
Sinker EDM
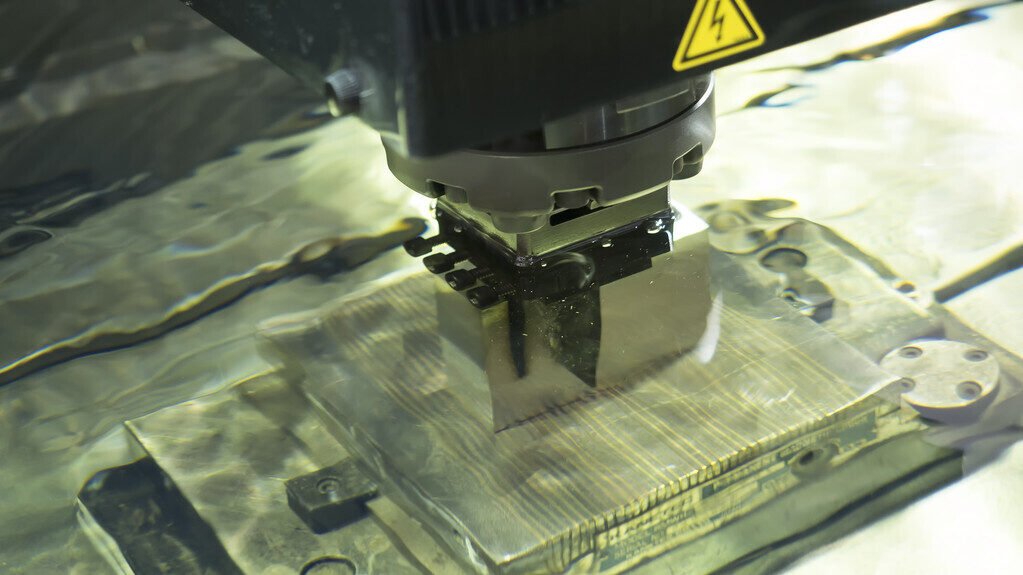
Sinker EDM uses a solid electrode submerged in a tank of dielectric fluid, and discharges between the electrode and the workpiece. This type of EDM is often used for machining metals such as steel, brass, aluminum, and copper.

Sinker EDM features and applications:
High Accuracy
Sinker EDM can achieve high levels of accuracy and precision. This is because the electrode is constantly in contact with the workpiece, ensuring a consistent cutting edge. The electrode can also be easily manipulated to give the desired shape.
Non-Destructive Machining
Sinker EDM leaves a clean finish and does not damage the surface of the workpiece, making it an ideal choice for applications where high precision and an aesthetically pleasing finish are essential.
High Throughput
Sinker EDM does not use consumable electrodes, so it is a relatively high-speed machining process. This makes it well suited for applications that require a swift turnaround or frequent production runs.
WEDM working principles:
Feed Mechanism
In WEDM, a clamping mechanism holds the workpiece in place. The wire electrode is then fed through the workpiece, and the discharge occurs between the wire and the workpiece.
Dielectric Fluid
Dielectric fluid ensures a consistent working distance between the wire electrode and the part being machined to prevent sparking. The dielectric fluid also acts as a coolant to keep both tool and part from overheating, which would cause damage or physical distortion. In addition, special additives to the dielectric fluid help conduct electricity from one component to another for proper discharge.
Discharge Mechanism
The discharge mechanism triggers the spark. There are two types of trigger mechanisms used on WEDM machines—mechanical and solid-state.

Sinker EDM working Principles:
Gap Control System
The gap control system holds the electrode at the proper distance from the workpiece to ensure that sparking does not occur. This can be accomplished in one of three ways—manual, electronic or hydraulic.
Dielectric Fluid
The dielectric fluid ensures a constant working distance between the solid electrode and the part being machined to prevent sparking. The dielectric fluid also acts as a coolant to keep both from overheating, which would cause damage or distortion.
Discharge Mechanism
The discharge mechanism triggers the spark. There are two types of trigger mechanisms used on Sinker EDM machines—mechanical and solid-state.
WEDM advantages:
High Accuracy
WEDM has the highest level of accuracy compared to other machining processes because it uses a wire electrode that is constantly fed through the workpiece that resulting in a consistent cutting edge throughout the machining process, which allows tight tolerances to be achieved. WEDM machines can cut parts to tight tolerances, even as low as .0001″. This allows for high precision machining of small and complex parts.
Short Production Runs
The wire lasts a long time, providing production runs a short lead time, which is helpful if you need a higher throughput rate or shorter production runs. Sinker and other EDM machines require tooling changes between parts, which is time-consuming and causes run times to be much longer.
Surface Finish
WEDM offers a better surface finish than other types of EDMs because it uses the dielectric fluid as both a coolant and a means of removing debris from the workpiece. As a result, WEDMs can produce surface finishes that range from .0001″ to 40 microns or better depending on material condition, cutting speed and electrode geometry.
Assembling Precision
WEDM machines offer high precision for small part assembly with no slag inclusions to interfere with assembly. This can be useful for the production of engine components and consumer electronics where tight tolerances are required.
Sinker EDM Advantages:
High Throughput
Sinker EDMs have the highest throughput of all EDM machines because they only require the electrode to be changed between parts, unlike WEDMs, which need a wire electrode to be fed through the workpiece for machining.
High Production Rates
In addition, sinker EDM can produce parts at much faster rates than other types of electric discharge machining methods because electrodes are easily changed, so sinker EDM is often used for short production runs. Conversely, WEDMs require tooling changes between parts which slow down lead times.
Long Tool Life
Because all that is needed with a Sinker machine is an electrode, the tool life is much longer than a WEDM. Electrodes can last for thousands of parts if made from suitable materials and used correctly.
Large Parts
Sinker EDMs can also machine large parts that WEDMs cannot accommodate. This is because the size of the electrode can be as large as the part being machined, which gives more flexibility with the features you can machine.
Precision Machining of Hard Materials
Sinker EDMs can machine hard materials that are difficult or impossible to cut with other types of electric discharge machining methods. This is because of the high-pressure discharge used to cut the part.

Which Process Should I Use?
Now that we have looked at the advantages of both Wire cut EDM and Sinker EDM, you may wonder which process you should use for your machining needs. The answer depends on a few factors, such as the size and complexity of the part, how many pieces you need to produce, and the material being machined. If you have a small, complex part with tight tolerances that need to be made quickly, then WEDM would be the best process to use. However, Sinker EDM would be best if you have a large, rigid part that needs to be machined.

Does GoldPrecision offer WEDM and EDM services?
GoldPrecision offers WEDM and EDM services as an approved Wire cut EDM and Sinker EDM machine supplier. We have been in business for long time, have a wealth of experience, and are dedicated to quality artistry. Please visit the GoldPrecision website or contact us today!

Conclusion
As the discussion above shows, WEDMs are best for assembling parts that are needed quickly, with short production runs, while also having high precision. This is necessary when building small parts with no slag inclusions between them would interfere with their assembly. Sinker EDMs have high throughput because it only requires the electrode to be changed between parts, unlike WEDMs where tooling changes are required that slow down lead times. Sinker EDM is essential when producing high volumes of large pieces that WEDMs cannot handle.


One Response
I liked it when you shared that wire EDM is the perfect choice for applications where high precision and an aesthetically pleasing finish are needed. This will help ensure a clean finish and does not damage the surface of the workpiece. I would like to think if a company needs to get high precision outcomes, it should consider hiring a reliable service that can provide wire EDM service.